اعوجاج در جوشکاری و راههای پیشگیری
اعوجاج یا پیچیدگی (Distortion) به تاب برداشتن یا تغییر شکل دائمی قطعه میگویند. اعوجاج در جوش جزو عیوب جوش تقسیم بندی میشود که سبب ابعاد نهایی غلط جوش میشود . اعوجاج یکی از عیوب شایع در ساخت قطعات با استفاده از فرآیند جوشکاری است .
اعوجاج در جوشکاری مسئله ایی بسیار جدی است بطوریکه چه جوشکاران مبتدی و چه جوشکاران حرفه ایی تر با آن دست و پنجه نرم میکنند . مهمترین علتی که در قطعه بعد از جوشکاری اعوجاج ایجاد میشود ناشی از گرم شدن قطعه بصورت نامتقارن است . در این مقاله تخصصی مقاله به تعریف اعوجاج جوش میپردازیم و سپس به بررسی دلایل اعوجاج ، در انواع مختلف اتصالات جوشی پرداخته میشود و سپس به روشهای کنترل اعوجاج خواهیم پرداخت .
اعوجاج جوش چیست؟
اعوجاج در جوش ناشی از انبساط و انقباض فلز جوش و فلز پایه مجاور در طی چرخه گرمایش و سرمایش فرآیند جوشکاری است. بعبارت دیگر چون در جوشکاری دما بصورت نا متقارت بالا میرود و سپس سرد میشود ما شاهد ایجاد اعوجاج هستیم .
در حین انجام عملیات جوشکاری عوامل زیادی بر روی به وجود آمدن اعوجاج تاثیر میگذارند مانند : خصوصیات فیزیکی و مکانیکی که با اعمال گرما تغییر می کنند. به عنوان مثال ، با افزایش دمای سطح جوش ، استحکام تسلیم ، استحکام کششی و هدایت گرمایی قطعه کاهش می یابد ، در حالی که انبساط حرارتی و حرارت ویژه افزایش می یابد. این تغییرات به نوبه خود بر جریان هدایت گرما و یکنواختی توزیع گرما تأثیر می گذارد .
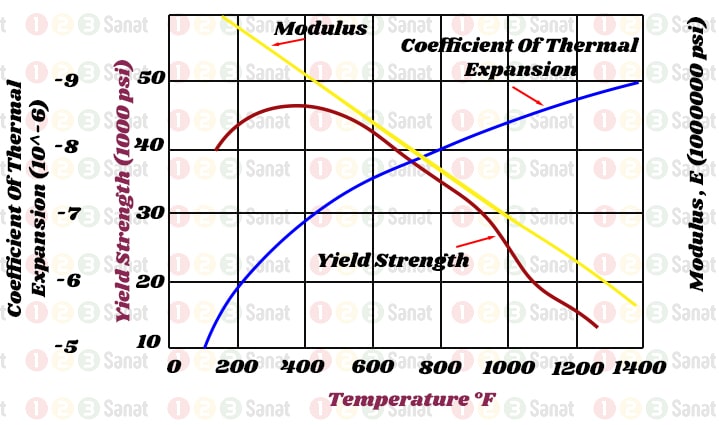
همانطور که در شکل بالا قابل مشاهده است با افزایش دما ضریب مدول الاسیسیته(Modulus) و استحکام تسلیم (Yield Strength)فولاد کاهش پیدا میکند و ضریب انبساط حرارتی (Coefficient Of Thermal Expansion)فولاد افزایش پیدا میکند .
دلایل ایجاد اعواج
اعوجاج در سازه های جوشی از انبساط و انقباض غیریکنواخت فلز جوش و فلز پایه مجاورآن حین چرخه گرمایش و سرمایش فرآیند جوشکاری ایجاد می گردد. هنگام گرمایش و سرمایش، کرنش های حرارتی با حرارتی در فلز جوش و فلز پایه نزدیک ناحیه جوش به وجود می آیند.
تنش های حاصل از این کرنش ها باعث ایجاد نیروهای داخلی میشوند که باعث انقباض، خمش، کمانش و اعوجاج زاویه ای می شوند. پدیده اعوجاج که طی چرخه حرارتی رخ میدهد را میتوان به صورت مثال زیر توضیح داد:
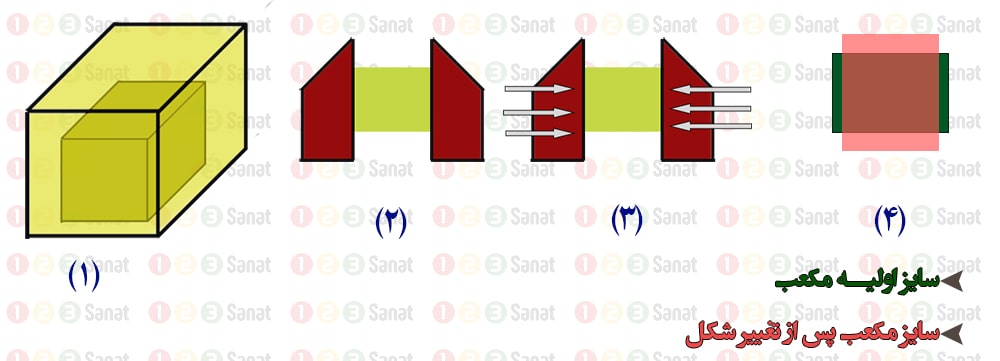
یک مکعب کوچک فولادی مطابق شکل ۱ را در نظر بگیرید. هنگامی که مکعب به طور یکنواخت به وسیله روشی گرم میشود در تمام جهات منبسط می گردد مطابق شکل ۱ حال منبع حرارتی برداشته میشود و مکعب شروع به سرد شدن می کند. انقباض به طور یکنواخت آنرا به ابعاد اولیه برمی گرداند.
در حالت بعدی فرض کنید مکعب در بین دو گیره قرار گرفته است که اجازه حرکت به آن نمی دهد مطابق شکل ۲حال اگر این مکعب دوباره مانند حالت قبل گرم شود فقط در دو جهت منبسط خواهد شد و در جهت جانبی به خاطر مهارهایی که اعمال شده است، انبساط نخواهد یافت و در عوض نیروی عکس العمل فشاری تولید خواهد شد مطابق شکل ۳ چون انبساط حجمی باید رخ دهد مکعب در جهت عمودی انبساط بیشتری خواهد داشت. متعاقبا با برداشتن منبع حرارتی، مکعب سرد شده و به دمای اتاق می رسد. حال در فاز سرمایش، انقباض به طور غیر یکنواخت در تمام جهات اتفاق می افتد مطابق شکل ۴ که مکعب در جهت عرضی باریکتر و در جهت عمودی ضخیم تر می شود. بنابراین، شکل باقی مانده مکعب، به طور دائمی تغییر شکل داده یا دچار اعوجاج شده است.
در مورد یک اتصال جوشکاری شده، نیروهای انبساط و انقباض مشابهی بر فلز جوش و فلز پایه در حین گرم شدن و سرد شدن اعمال می شوند.
فلز پایه دور از ناحیه جوش در حین جوشکاری در دمای اتاق باقی می ماند و هیچ انقباض و انبساطی ندارد ولی این قسمت سرد فلز پایه نسبت به منطقه جوش و فلز گرم شده مجاور آن مانند گیره عمل کرده و در برابر انبساط و انقباض آزادانه مقاومت می کند. نتیجه اینکه حین انجماد و سرد شدن، جوش سعی می کند منقبض شود و به حجمی که در حالت عادی در دمای پایین اشغال می کند، برسد. اما به دلیل قیود فلز سرد مجاور از این امر، نمی تواند این کار را انجام دهد. که این انقباض حجم ناشی از جوش به تنش هایی نزدیک نقطه تسلیم در جوش منجر می شود. و شاهد اعوجاج و پیچدگی در جوش هستیم .
عوامل موثر در اعوجاج در جوش
۱) پارامترهای جوشکاری
پارامترهای جوشکاری مانند ولتاژ و آمپر و سرعت حرکت نازل جوشکاری که گویای حرارت ورودی به جوش (Heat Input) هستند تاثیر مستقیم بر روی میزان اعوجاج در جوش دارد ، از پارامترهای موثر دیگر میتوان به تعداد پاس پر کننده و درجه حرارت قطعه قبل از جوشکاری اشاره کرد ، تنظیم کردن این پارامترها توسط دستورالعمل جوشکاری WPS که مورد تائید مهندس جوش قرار گرفته است انجام میشود .
۲) خواص فلز پایه
استحکام تسلیم فلز ، ضریب انتقال حرارت و ضریب انبساط حرارتی جزو پارامترهای مهم در تعییر میزان اعوجاج میباشند بطور مثال در آلومینوم بعلت ضریب انبساط حرارتی بیشتر نسبت به فولاد ساده کربنی شاهد اعوجاج بیشتر پس از جوشکاری هستیم که یکی از مشکلات جوشکاری آلومینیوم است .
۳) شکل پخ
شکل پخ بطور مستقیم بر میزان اعوجاج تاثیر می گذارد ، بطور کلی اگر جوشکاری با الکترود دستی انجام شود برای ضخامت های بالای ۳ میلیمتر نیـــاز به ایجاد پخ داریم لذا شکل پخ از این جهت دارای اهمیت است. شکل پخ دارای انواع مختلفی میباشد {انواع شکل پخ} اما بطور کلی استفاده پخ های دوطرفه سبب ایجاد اعوجاج کمتــری میشود .
۴) مونتاژ کردن قطعات قبل از جوشکاری
روش مونتاژ کردن قطعات قبل از جوشکاری جزو یکی از مهمتـــرین پارامترهای تاثیر گذار در اعوجاج است بطوریکه نوع مقید کردن قطعه کار ، درجه آزادی قطعه کار و …. بر روی میزان پیچیدگی جوش موثر است .
انواع اعوجاج و پیش بینی اعوجاج در سازه های جوشی
تنش های ناشی از جوش ممکن است سبب ایجاد اعوجاج در سازه های جوشی بشوند ، معمولاً اعوجاج در جوشکاری با انرژی جوش بالا ، سرعت جوشکاری کم و استفاده از روش های جوش کاری با تناوب انتقال حرارت زیاد مانند جوشکاری اکسی استیلن ایجاد اعواجاج بیشتری میکند .
در جوشکاری اتصال لب به لب به دلیل پخش یکنواخت تر گرما اعوجاج کمتـــری داریم .
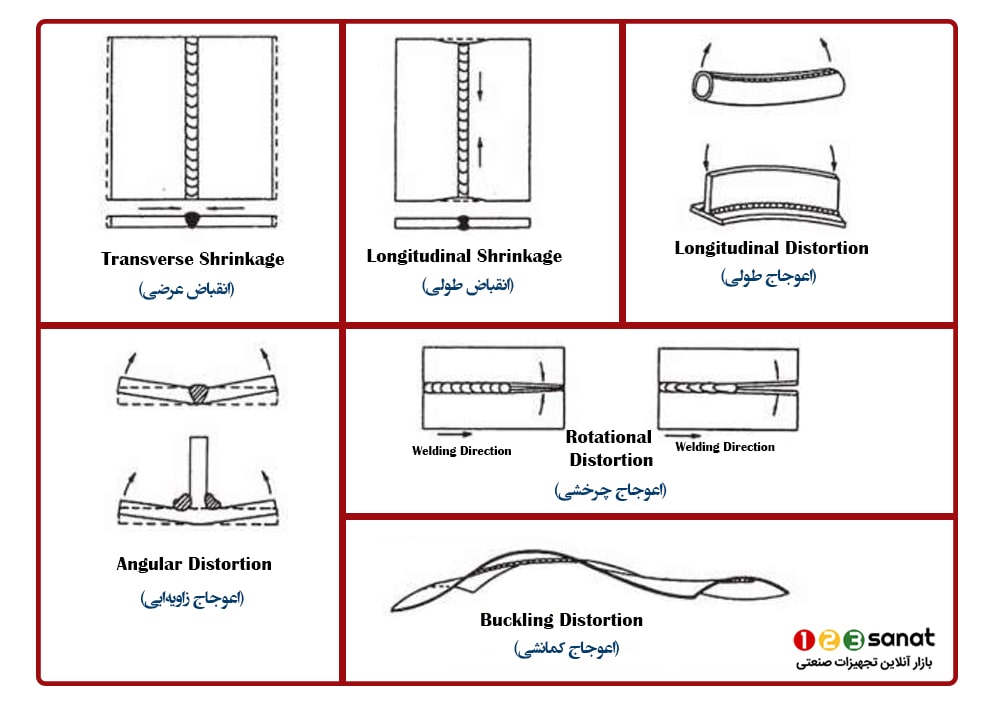
انواع اصلی اعوجاج که در جوشکاری اتفاق میافتد بشرح زیر است :
۱) انقباض (انقباض عرضی و طولی)
۲) اعوجاج طولی
۳) اعوجاج زاویهایی
۴) اعوجاج چرخشی
۵) اعوجاج کمانشی
اساساً همه اعوجاج های ناشی از جوشکاری به وسیله نیروی انقباضی ایجاد میشوند اما بسته به الگوی نیروی انقباضی شاهد اعوجاج های مختلف هستیــــم .
۱) انقباض
یکی از تغییرات اساسی ابعادی که در جوشکــاری رخ میدهد ، انقباض صفحهایی در ورق جوشکاری شده است ، انقباض در جوشکاری در دو جهت طولی و عرضی ایجاد میشود .
انقباض عرضی : انقباض در جهت عرضی که عمود بر خط جوش است
انقباض طولی : انقباض به موازات جهت خط جوش است .
محققان چندین مکانیزم از اعوجاج انقباضی حاصل جوش را مورد بررسی قرار داده اند و نتایج بصورت زیر است :
بخش عمده انقباض عرضی جوش لب به لب { انواع اتصالات جوشی } بعلت انقباض ورق پایه است و انقباض فلز جوش به خودی خود تنها در حدود ۱۰٪ از انقباض کلی است .
بطور کلی انقباض عرضی بسیار بیشتر از انقباض طولی میباشد .
حین جوشکاری همزمان با حرارتی از حوضچه مذاب منتقل میشود ، فلز پایه همزمان با انقباض فلز جوش منبسط میشود . انبساط این قسمت از فلز پایه توسط قسمت سرد فلز پایه که تحت تاثیر حرارت قرار نگرفته است ، محدود میشود . به این ترتیب صفحاتی که در حال جوشکاری هستند به دو قسمت تقسیم میشوند .
۱) منطقه نزدیک به جوش که تحت تاثیر مستقیم سیکل حرارتی قرار گرفتــه اند و در نتیجه انبساط و انقباض قابل توجهی دارند .
۲) منطقه دور از جوشکاری که این قسمت سرد از فلز پایه مشابه قیود عمل میکنند و چون مستقیماً تحت تاثیر سیکل حرارتی جوش قرار نگرفته اند ، بطور مستقیم متحمل انبساط و انقباض نمیشوند .
لایه مرزی منتطقه نزدیک به جوش میتواند خط همدمای ۳۵۰ C° باشد ، این بدان معناست که انبساط حرارتی در فلز پایه در دمای کمتر از ۳۵۰ C° قابل اغماض است .
۲) اعوجاج طولی
اعوجاج طولی مشکل اصلی اعوجاج در ساخت صفحات تقویت شده ، در سازه های جوشی است که معمولاً بصورت تغییر شکل کمانشی در سازه هایی که میخواهیم کم کردن ضخامت را با استــفاده از صفحات تقویت جبران کنیم دیده میشود .
۳) اعوجاج زاویهایی
اعوجاج زوایـه ایی ناشی از جوشکاری لب به لب دو ورق در اثر ممان خمشی حاصل از تشکیل غیر یکنواخت نیروی انقباضی در طول ضخامت ورق در ناحیه نزدیک به خط جوش رخ میدهد .
اعوجاج زوایـه ایی در جوشکاری لب به لب بستگی به هندسه اتصال دارد . در مقطع اتصال بدون پخ که منجر به توزیع یکنواخت تر حرارت در ورق های نازک تر میشود ، حداقل اعوجاج زوایـه ایی را داریم . در حالت های اتصالات جوشی که پخ داشته باشیم پخ دوطرفه نسبت به پخ یکطرفه اعوجاج کمتـــری ایجاد میکند .
در مورد ورق های تقویت شده نازک که در اثر جوشکاری دچار کمانش می شوند، اثر بارگذاری اولیه بسیار چشمگیرتر است. تنش های کششــی کوچک نه تنها می توانند مقدار اعوجاج را کاهش دهند بلکه از کمانش هم جلوگیری می نمایند. از طرف دیگر تنش فشاری حتی به مقدار خیلی کم نه تنها باعث افراش قابل توجه اعوجاج می گردند که مقدار کمانش را نیز افزایش میدهند.
تاثیر بارگذاری اولیه بر اعوجاج پس از جوشکاری به صورت تجربی و تحلیلی ثابت گردیده است. تنش های فشاری میتوانند در صفحاتی که قرار است جوشکاری شوند وجود داشته باشند. هم تنش های فشاری و هم کششی می توانند در انتهای فرایند نورد گرم به وجود آیند. این تنش ها فقط در صورت اعمال صافکاری صحیح قبل از کار روی آنها حذف می شوند. این تنش ها همچنین می توانند زمانی به وجود آیند که اعضای منحرف شده به زور به هم خال جوش شده اند تا فاصله لازم برای جوشکاری فراهم شود.
۴) اعوجاج چرخشی
اعوجاج چرخشی ، هنگام جوشکاری صفحات فولاد ساده کم کربن با روش جوشکاری الکترود دستی ، که از یک سر شروع و تا انتها ادامه مییابد صفحات تمایل دارند بسته شوند ، در حالی که این صفحات در مورد جوشکاری زیر پودری تمایل به باز شدن دارند در نتیجه اعوجاج چرخشی تحت تاثیر هردو عامل حرارت ورودی و سرعت جوشکاری است.
یک روش رایج مقابله با اعوجاج چرخشی، نگهداشتن اتصال با خال جوش ها است. این روش در حالت دستی به راحتی قابل اجراست اما در حال اتوماتیک یا روباتیک خال جوش ها به صورت دستی انجام شده که هزینه نیروی انسانی و تولید را بالا می برد. همچنین خال جوش در خیلی از موارد توسط یک جوشکار مبتدی موجب خلق جوش کم کیفیت تر می شود. همچنین خال جوش ها حتی اگر با کیفیت باشند در جریان جوش پاس ریشه بعدی به عنوان عوامل مهم خطرساز عمل می کنند.
در حقیقت ذوب کامل خال جوش ها هنگام جوشکاری پاس ریشه جوش بسیار دشوار خواهد بود که موجب عیب عدم نفوذ { انواع عیوب جوش } و سایر عیوب می شود. در روش جوشکاری قوسی زیر پودری لب به لب جوش های نسبت ضخیم تر، نیروهای وارده بر خال جوش ها به قدری بزرگ هستند که غالبا این خال جوش ها حین عملیات جوشکاری میشکنند. اثر کلی اعوجاج چرخشی عدم تطابق اتصال حاصل است.
۵) اعوجاج کمانشی
استفاده روزافزون از ورقهای فولادی نازک منجر به دشوار شدن رسیدن به سطوح مطلوب صافی در تولید سازه ها شده است. اغلب از روش صافکاری با شعله برای برگرداندن ورق به حالت صافی مورد نیاز استفاده میشود.
این هزینه اضافی و زمان زیادی را می گیرد. از طرف دیگر اجازه به باقی ماندن اعوجاج، میتواند موجب نقص عملکرد، مونتاژ معیوب و کاهش یکپارچگی ساختاری در سازه های جوشی شود.
توان رقابت زمانی و هزینه ای را میتوان با حذف یا کاهش این اعوجاجات حین تولید افزایش داد بجای اینکه به آنها اجازه تجمع داده شود و بعدا آنها را برطرف کنیم.
قسمت اعظم اعوجاج خارج صفحه در سازه های جوشی به علت کمانش است. هنگامیکه در ناحیه جوش، تنش های پسماند ناشی از جوشکاری بیش از تنش بحرانی کمانش گردند، کمانش اتفاق می افتد.

